Quam ut vitare defectus ut bullae, fluxus marcas, et deformatio in productionem processus of aureum acrylic rudentis?
(I) vitare bullas
Rudis materia control
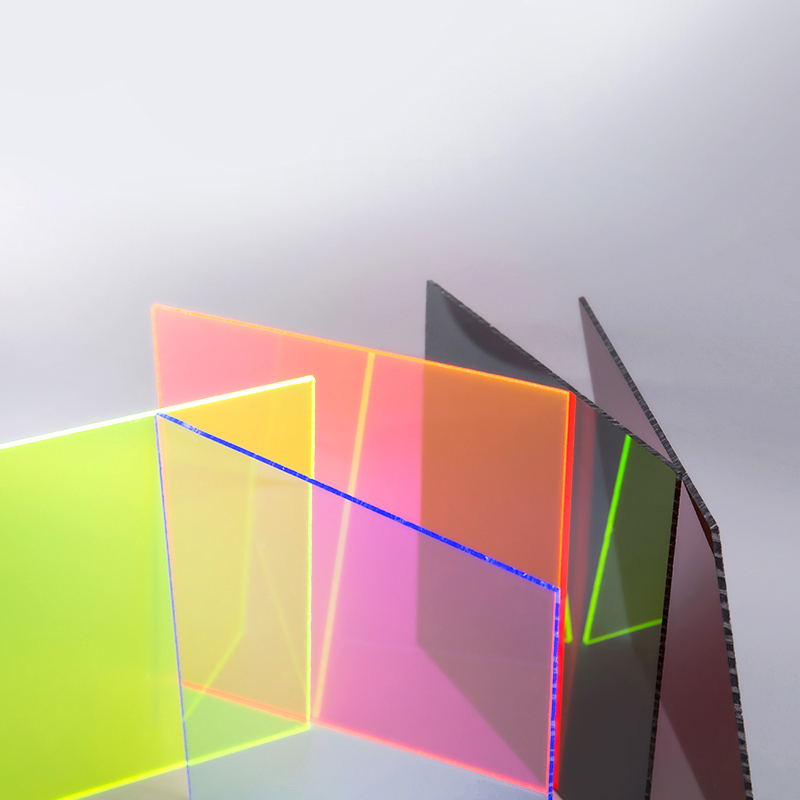
Golden Acrylic Sheet Materials quae minima aurum sequins ad creare luxuriosus effectus, et qualis est rudis materiae directe afficit generatio bullae. Cum acquirendi rudis materiae, amet sunt stricte obiectis ut ad acrylic rudis materiae usus est de excelsum puritatis et pauci impudicitiis. Nam additives aurum sequins, stricte testing est etiam peragatur ad ut habent bona compatibility cum acrylic rudis materiae. Nam exempli gratia, ante se batch de rudis materiae intrat in fabrica, sampling et probatio sunt ferri ex, et clavis Indicatores ut humorem contentus et M. pondus distribution analysis. Tantum rudis materiae quod occursum stricte signa potest intrare productio link, reducendo facultatem bullae fecit a rudis material problems a fonte.
In terms of rudis materia repono, specialis constant temperatus et humiditas CELLA est extruxerat. Acrylic rudis materiae sunt sensitivo ad environmental humiditas. Nimia humiditas potest causare rudis materiae ad absorbet humorem et humorem calescit et vaporized ad formare bullae per processus processus. The warehouse is equipped with advanced temperature and humidity control equipment to control the temperature at 25℃±2℃ and the humidity at 40%±5%, ensuring that the raw materials are always in good condition during storage.
Productio processus Optimization
In fusura processus of acrylic rudentis, in vacuo degassing processus adhibetur. In rudis materia miscentes scaena, mixta materiae sunt positus in vacuo environment et aere in materiae extrahitur a vacuo sentinam. Per praecise moderantum vacuo gradu et deglessing tempus, in vacuo gradu fere ad -0.095MPA ad -0.1MPA, et Deglassing tempore est regitur a XXX minuta ad II horas secundum materiam et apparatu in materia. Exempli gratia, in magna-scale productio apparatu, in vacuo gradu et degassing tempore sunt monitored in realem tempus per an automated imperium ratio ut stabilitas et constantia de degassing processus.
In iniectio CUMATIUM scaena, iniectio CUMATIUM parametri sunt optimized. Fast iniectio cano celeritate facile aerem trahi in materia formare bullae. Ideo in turma scriptor technica quadrigis determinari optimal iniectio CUMATIUM celeritate curvam auri acrylic laminas post multitudinem experimentis. In principio iniectio CUMATIUM, inferior infusione celeritas ad patitur materiam ad tardius implere fingunt cavitatis et reducere forte in aere ducta. Ut cavum adveniens ut materia celeritas apte augetur cursu adveniat, ut celeritas adimplide auctus ut celeritas adveniat. In eodem tempore, iniectio pressura et tenens tempus sunt verius regi ad vitare DECREMENTUM de materia et generatio bullae debitum ad satis pressura vel brevi tenens tempore.
Equipment sustentationem et Purgato
Et munditia productio apparatu et habet momenti impulsum in generatione bullae. Post finem productio quotidie iniectio CUMATIUM apparatus minge et apparatu penitus purgari. Usus specialis Purgato agentibus et Purgato tools ut removere RELICTUM materiae super superficiem et intra apparatu. Nam formae, iusto disassembly et Purgato, praesertim cursores portas et aliis partibus fingunt, ut non est materia cumulatione et impudicitiis reliqua. Exempli gratia, usura ultrasonic Purgato apparatu ad penitus mundare fingunt potest efficaciter removere minima particulas et lutum quod difficile ad mundare in fingunt superficiem, ne haec immunditia processus.
Regulariter ponere apparatu et reprehendo in signationem perficientur in apparatu. Si est quaestio cum signantes perficientur in dolio, cochlea et divisa superficies iniectio CUMATIUM apparatus, aer potest facile intrare materia et generate bullae. Technicionum reprehendo reponere signaculis apparatu ad ordinarius intervallis ut apparatu semper retinet bonum obsignationem status durante productio processus.
(II) Vitare fluxus marcas
Finge Design Optimization
FORMA est unum ex key factores afficiens qualis est acrylic sheet CUMATIUM. Currens consilio fingere adoptat a libratum cursor ratio ut materiales potest esse aequaliter implevit in se cavum fingunt. Et crucem-sectional figura et magnitudine cursor sunt verius ratione, et fere a trapezoidal vel circularis crucem-sectionem adhibetur. Et cursor diameter sit inter 6mm et 12mm fretus in productum magnitudine et iniectio volumine. For example, for large-scale golden acrylic sheet molds, when a multi-cavity design is adopted, the flow of the material in the runner is simulated by CAE simulation analysis software, and the runner layout is optimized to make the flow velocity and pressure distribution of the material in each cavity uniform, thereby reducing the generation of flow marks.
Porta consilio fingunt etiam crucial. Secundum figuram, magnitudine et specie requiruntur ad productum, eligere oportet portam genus. Nam aureum acrylic rudentis cum excelsum superficiem qualitas requisita, punctum portas vel latens portas solent solebat. Point portas enable materiae ad intrare cavum ad altiorem celeritate, reducere portam marcas et auxilium control fluxus directionem materiae. Latens portas potest sponte interficiam portam cum productum est ad vitare relinquens obvious portam cicatrices in superficie elit. Locus et numerus portas diligenter disposito et optima location determinatur per simulatio analysis, ut materia potest aequaliter implere cavum et vitare fluxus marcas per pauperes materia et vitare.
Iniectio CUMATIUM processus temperatio
Iniectio caniing temperatus habet directe ictum in fluiditate materiae, quae rursus afficit generatio fluxus marcas. Optimal iniectio CUMATIUM temperatus rhoncus ad aurea acrylic rudentis determinari per experimenta. Plerumque, iniectio canendo temperatus temperatus est regitur inter CCX ℃ et CCXXX ℃. In hoc temperatus range, acrylic materiae habere bonum fluiditatem, potest aequaliter replete fingunt cavum, et reducere fluxus notas fecit per pauperem materia influunt. In eodem tempore, in productione processus, temperatus cuiusque sectione in dolio est monitored et adaequatum in realis tempore per temperatus imperium system de iniectio CUMATIUM apparatus ad curare temperatus stabilitatem.
Adjust coordinatio iniectio coronam et pressura et celeritate. Per iniectio CUMATIUM processus, mutat in iniectio CUMATIUM pressura et celeritate et afficit fluxus status in materia in cavum. In comitatu scriptor technica personas formulat rationabile iniectio pressura et celeritate curvas secundum ipsam situ de productum. In primis stadio saturitatem, iniectio iniectio celeritas et opportunitate iniectio pressura sunt ad patitur materiam ad intrare in cavum tardius et aequaliter, fugiens in murum ad producendum jet in fingunt in murum ad fingunt in fingunt in murum ad fingunt in fingunt in murum ad fingunt in fingunt in murum ad fingunt in fingunt in murum ad fingunt in murum ad fingunt in fingunt marcas. As the cavity is gradually filled, the injection speed is appropriately increased, and the injection pressure is adjusted at the same time to ensure that the material can quickly fill the entire cavity, and in the pressure holding stage, through reasonable pressure control, the material can fully compensate for the volume change caused by cooling shrinkage and reduce the appearance of flow marks.
Fingunt superficiem curatio
Finish in fingunt superficiem habet magnam influentiam super superficiem qualis est aurum acrylic sheet. Provectus Polising apparatu et technology sunt ad redigendum asperitatem fingunt superficiem ad inter ra0.01μm et ra0.05μm. Et lenis fingunt superficiem potest facere materialis fluxus magis aequaliter durante processus, reducere frictio inter materiam et fingunt superficiem et sic redigendum facultatem fluxus marcas. Exempli gratia, ad core et cavum superficies fingunt, adamantino crustulum Polishing processus adhibetur. Post plures processuum de fine politissimo, in fingunt superficiem Achieves speculum effectum, quod efficaciter amplio superficiem qualis est productum.
Cum applicando release agente in fingunt superficiem, stricte control ad coating moles et uniformitatem. Pelagus munus est release agente est ad auxilium in productum Demold aequaliter, si non applicantur recte, ut faciam fluxus marcas. In comitatu utitur professional release agente spargit apparatu ut ad release agente est aequaliter iactaret in fingunt superficiem a verissime moderantum spargit pressura, fluunt rate et spargit tempore. In eodem tempore, Select a release agente cum optimum et bonum compatibilitatem cum aureum acrylic sheet ad vitare release agente ab habens adversa effectus durante materia influunt processus.
(I) vitare deformatio
Product structuram Design Optimization
Nam magna-regio aurea acrylic rudentis, in costa structuram est rationabiliter disposito. Et layout et magnitudinem in costas sunt verius ratione, quae non solum amplio vires productum, sed etiam efficaciter prohibet productum ex deformans debitum ad inaequaliter DECREMENTUM per coronam processus. Exempli, cum designing magna aureum acrylic ornatam panel pro deliciae interior consilio, certum numerum et altitudo confirmat costas aequaliter distribui in panel secundum magnitudinem et usitati sem. Altitudo firmfrogencing costas plerumque inter 3mm et 5mm et latitudo inter 2mm et 3mm. Per hoc structural consilio, quod est auctus et periculo deformationis reducitur.
Imperium uniformitatem murum crassitudine ex uber. Inaequale murum crassitudine est principalis causas deformatio acrylic panels. Cum designing products, experiri ut murum crassitudine productum consistent. Quidam products speciali figuris ne subito mutationes in muro crassitudine per rationabile transitus consilio. In fingunt consilium scaena, in muro crassitudine productum est optimized et resolvitur usura CAE simulatio analysis software ut murum crassitudine uniformitatem ad optimum statum cum occurrens in eget elit. Exempli gratia, ad aureum acrylic ostentationem stabit cum peculiari informibus structuram, figura et fingunt core et cavum est adaequatum durante consilio ad control murum crassitiem deviationis in usu in utraque parte ± 0.2mm, efficacius reducendo in se parte ± 0.2mm, efficacius reducendo in partem ± 0.2mm, efficacius reducendo in se parte ± 0.2mm, effective reducendo in utraque parte ± 0.2mm, efficacius reducendo ad facultatem ad hauriendum est, effective in utraque parte deformatio.
Iniectio CUMATIUM processum Optimization
Design et imperium refrigerationem ratio habere magni momenti influentiam deformatio aureum acrylic panel. AGGENUS Refrigerant ratio est disposito in fingunt. Layout frigus aquam channel diligenter cogitavit ut omnes partes fingunt potest refrigerari aequaliter. Diametrum refrigerationem aquae alveo est fere 8mm et 12mm. Per rationabile dispositio et distributionem, temperatus differentia in fingunt superficiem regitur intra parva rhoncus. Exempli gratia, in magna iniectio formae, circulating refrigerationem modum est adoptatur ad imperium refrigerationem aquarum fluxus rate et aquam temperatus ita ut fingunt potest refrigerari aequaliter durante iniectio processus. Et refrigerationem aquarum fluunt rate est plerumque regi inter 1.5m / s et 2.5m / s, et aqua temperatus est continetur inter XX ℃ et XXX ℃, ut productum potest refugit aequaliter in refrigerationem processus et redigere deformatio.
Optimize tenens processus. Et electio de tenens et pressura est directe ad DECREMENTUM et deformatio in productum. Per experimenta et simulatio analysis, in comitatu habet determinari meliorem tenentem parametri ad aurum acrylic rudentis diversis magnitudinum et crassitudines. Per tenentes scaena, tenens pressura est paulatim reducitur ad vitare nimia compressionem productum debitum ad nimia pressura, quae causat resiliant deformatio post Demoting. In eodem tempore, quod tenens tempus est rationabiliter ad curare ut productum est plene refrigeratum et informibus in fingunt. Plerumque, quod tenens tempus est inter X seconds et XXX seconds secundum crassitiem in productum. Exempli gratia, ad aurum acrylic sheet cum crassitudine 3mm, et tenens tempus est profectus ad circiter XV secundis, et tenens pressura est ad LX% ad LXX% ad XXX% ad XL% in gradatim reducitur ad XXX% ad XL% per gradus ad gradus.
Processus processus processus
Propriis post-processus de fingitur aurum acrylic sheet potest ultra redigendum deformatio. Posuit in productum in clibano ad specifica temperatus et custodiat eam in quadam temperatus ad tempus ad dimittere accentus interiorem productum. Calor occasum temperatus est plerumque ad X ℃ ad XX ℃ infra speculum transitus temperatus de acrylic, id est, inter C ℃ et CX ad II horas secundum crassitiem et magnitudinem ad II ad II horas secundum ad crassitiem et magnitudinem ad II ad II horas secundum ad crassitiem et magnitudinem ad II horas secundum ad crassitiem et magnitudinem ad II horas secundum ad crassitudine et magnitudinem ad II ad productum. Nam exempli gratia, ad 4mm densissima aurea acrylic sheet, observatio in clibano CV ℃ ad I hora potest efficaciter eliminate in RELICTUM accentus intra productum et reducere periculum deformationis.
Take oportet tutela mensuras durante uber packaging et translationem. Uti customized packaging materiae ut spumam tabulas, bulla films, etc ad sarcina aureum acrylic sheet in stratis ut productum in translationem et ex parte externa. Simul cum designing packaging, considerans figura et magnitudine productum, disponere collocatione productum rationabiliter et vitare deformatio per mutua premi products in packaging. Exempli gratia, ad aureum acrylic sheet cum vexillum magnitudinem MCCL x MMCDL mm, utor specialiter disposito lignea packaging arca archa et posuit oportet firmamentum et cushioning per longum in arca ad invigilandum.